感应淬火技术在风电增速齿轮箱内齿圈上的应用
在齿轮的强化方法中,感应淬火与调质、渗碳、渗氮一起构成四大基础工艺。考虑到生产实际,在风电增速箱内齿圈的批量生产中采用渗氮或感应淬火工艺可以获得比较高的生产效率及较低的生产成本。具体采用何种工艺主要由客户要求、自身工艺控制水平及生产效率成本等因素而定。根据ISO6336标准,对于模数大于16的齿轮件就不再推荐使用氮化工艺提高表面硬度,故对模数大于16的内齿圈推荐采用感应淬火工艺进行加工。
1.感应淬火工艺
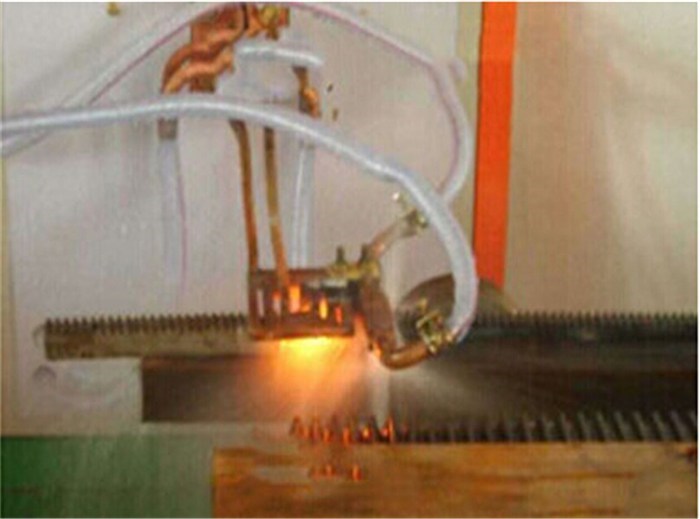
风电增速箱内齿圈一般采用逐/隔齿沿齿沟扫描技术进行感应淬火。采用设计制造合理的感应器,配合的工艺参数控制,可以生产质量优良、稳定的感应淬火齿圈。
2.感应淬火的优缺点
将感应淬火技术应用于风电增速箱内齿圈上,不仅具有生产、节约能源、环境污染小以及易于实现自动化等感应淬火共有优点,还具有以下特点:
(1)相比于氮化,其对基体硬度和组织要求可以适当放宽。
(2)相比于渗碳淬火,工件不是整体加热,变形较小,故相应磨量较小,设计放模量可减少,且后续生产加工成本较低。
(3)批量生产时交货期短,满足一些客户需求。
(4)便于机械化和自动化,设备紧凑,使用方便,劳动条件好。
但使用感应淬火技术对内齿圈进行加工,尚有以下困难及缺点待克服:新齿形产品工艺试验周期较长,感应器设计/相关工艺参数选择需要慎之又慎;不能实现全齿宽淬硬。目前可满足设计上80%齿宽高符合工艺要求,这一点也是未来需要改进和克服的地方;批量生产时,发生批量事故风险较大,需要严格的质量控制体系和较高的质量控制水平来进行控制。