供应:支重轮拖轮淬火设备价格【服务商,单价,批发】
2024-08-20 09:08:19
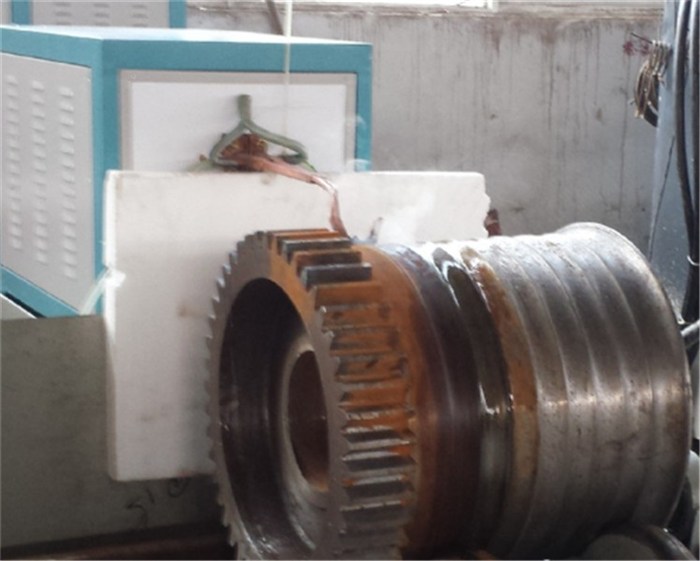
为什么齿轮感应淬火后的表面硬度会比普通淬火的高?
齿轮经过感应淬火后的表面温度会比普通的淬火处理高,这是感应淬火的特点,这也可以称为超硬现象。其实为什么齿轮淬火后表面的硬度更高呢?目前主要有两种解释支重轮拖轮淬火设备。一是由于感应加热的方式齿轮淬火设备,缩短了加热时间,在加热的过程中缺乏奥氏体晶粒产生的条件,因此导致了齿轮表面硬度提高了。第二种解释就是因为由于感应淬火时冷却速度快,在齿轮淬火表面层存在较大的残留压应力,从而提高了齿轮的表面硬度。
为了印证残留应力对金属工件的作用,我们特意将经过高频感应淬火设备淬火的工件切断,然后再将其与切断前的硬度做比较,发现经过切断后的硬度平均降低了2HRC以上,因此可以证明残留压应力去除之后轴淬火设备,金属工件的硬度是会降低的。为什么齿轮残留留压应力会导致表面硬度的提高呢?我们还可以从另一方面来解释,这就是由于齿轮在经过感应设备淬火的时候,在低温回火过程中,齿轮硬度下降的比普通淬火的要多。
现在,大家明白了为什么要使用高频感应淬火设备了吗?因为齿轮感应淬火后的表面硬度会比普通淬火的更高,使用感应淬火设备,可获得高硬度高耐磨的金属工件,何乐而不为呢?
齿轮感应淬火的发展
齿轮的硬齿面热处理工艺主要有 :渗碳 (和碳氮共渗 )、渗氮 (和软氮化 )及感应淬火花键轴淬火设备。齿轮感应淬火和渗碳、渗氮相比 ,具有节能、节约合金元素、生产周期短、劳动环境好以及可在线生产等优点。因此 ,随着齿轮感应淬火工艺的不断改进 ,它在机床、汽车、拖拉机、机车以及回转支承等制造工业等应用领域得到了越来越广泛的应用。
常规 (单频 )齿轮感应淬火
机床传动齿轮使用感应淬火早 ,但受当时感应淬火电源频率的限制 ,大部分仍采用高频200kHz或中频 25~8kHz电应淬火。此种工艺常得到全齿淬硬或半齿淬硬的齿轮。
单齿一次加热或扫描淬火
单齿一次加热淬火中频 8~10kHz常用于m =8mm以上的大模数齿轮。沿齿沟扫描淬火 沿齿沟扫描淬火主要用于m =6mm以上的直齿轮及斜齿轮 ,此种方法应用极广 ,并且已有极成熟的工艺与装备。

大模数齿轮淬火用感应加热电源控制系统
与感应加热表面淬火相比,渗碳淬火虽可以使齿面达到很高的接触疲劳强度、高的抗弯曲强度及良好的耐磨性,但热处理周期长,淬火变形大,因此世界上工业化国家在生产大模数重载齿轮轴逐渐开始采用感应加热电源淬火,其特点是加热速度快、几乎没有保温时间 (加热到温后立即淬火)。目前以数字信号处理器(DSP) 和复杂可编程逻辑器件 (CPLD) 为核心的感应加热电源,已经科技取代进口设备。
基于 DSP 的感应加热电源主要包括主电路与控制电路两部分,主电路包括整流和逆变两部分。主电路整流部分输入为380V/50 Hz 工频交流电压,经三相不控桥式整流后,转变为直流电压,轮流导通和关断逆变桥器件,在逆变器的输出端获得交变的方波电压,经高频逆变变压器耦合输出到谐振电容和感应线圈,通过串联谐振产生电流,在线圈中形成交变磁场,对工件进行感应加热。
由于感应加热用IGBT器件工作频率在20至100kHz,可以满足大多数感应加热的工作需求。由DSP产生PWM脉冲信号。控制过程中融入恒流PID和数字锁相环运算、PWM 波形输出频率实时性和高分辨率移相 PWM 及死区时间控制,计算时间短,计算量大,要求系统有较高的运算速度和精度;需要同时对多个电流、电压值进行采样分析,要求系统有较强的并行处理能力,能完成系统要求的数据存储、传输、显示等功能。

曲轴淬火感应淬火设备的技术
曲轴淬火感应器,特别是半环型感应器造价昂贵,因此如何降低造价,提率及增长使用寿命已成为主要的目标。
已研制出固定式(静止式)曲轴淬火感应器,其特点是:加热时工件不转动,节能、,感应器寿命长。
根据生产率和工件构造,有几种设备的技术可以适用以下四种主要操作:
1.周围喷淋 一个的喷淋装置将保护气体带给进行淬火的工件。它可以连接气体或淬火液回路。在使用的时候,必须增加一个围堵装置以缩小需要气体的区域。
2.手套式操作箱 对低产量和半自动生产方式而言,手套式操作箱方案是经济、简单的方案。充气室的简化版早就被证明对于保护大、中、小复合的工件的气体而言都适用。这个箱子的结构可以根据实际需要来订制,通常在加工过程中是密封的,系统像半开口容器系统一样简单,以减少结垢。
3.充气室 该设备的设计是用于大工件的,并需要有完整的全封闭的工作区域。从外部对工件的上下料操作需要一个自动化方案,并且需要适应大部件。为减少旋转工作台转动以及扫描台或其他机械装置产生的气流的干扰,可以为系统额外添加一个局部喷淋器。

轴类零件在感应加热淬火后的回火温度
感应淬火的钢轴类零件的回火温度为150至205摄氏度。在该温度的回火条件下,40钢的轴具有的扭转强度和较好的塑性(扭曲度),并具有的性能和抗过载性能。
此项结果是通过对40钢(热轧圆钢)的轴类零件在进行多次感应淬火和回火试验得出的结果。试验在同一环境及同一感应加热设备下进行。在试验中进行了150摄氏度、175摄氏度、205摄氏度、260摄氏度、315摄氏度等一系列的回火试验并通过数据比对得出的结论。从40钢轴的扭转试验结果看,在150摄氏度至205摄氏度回火温度下可以获得的性能。疲劳试验表示温度超过205摄氏度后,回火的结果并不理想。对于温度超过150摄氏度的回火而言,扭转强度极限下降了,而断裂前的扭转度在205摄氏度回火时达到了峰值。

需要根据感应淬火设计要求针对工艺参数进行选择:
(1)电流频率由感应电流透入深度计算。针对内齿圈数毫米的工艺层深要求,采用中频感应电源进行加热。
(2)感应器与零件间隙由工艺试验确定。
(3)加热功率及扫描速度由工艺试验确定。扫描速度影响生产效率,加热功率影响零件开裂风险。要综合考虑各因素后选择参数。
(4)加热-淬火间隔影响零件开裂风险。通过调节相关机构及扫描速度来控制。















